English
 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos








Bunching stranding wire solid stranding dies
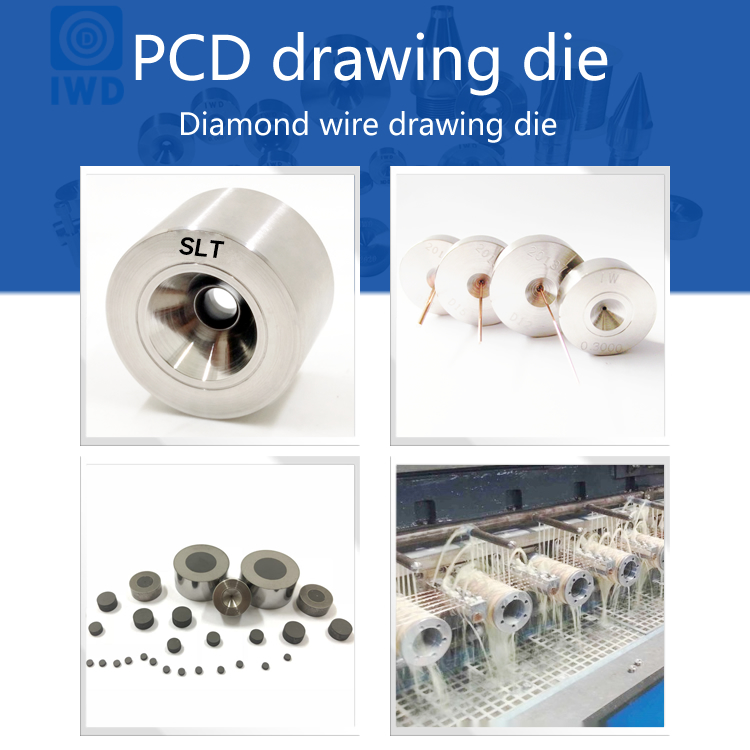
Wire drawing is done by passing the metal wire through the hole of the Wire Drawing Die, and applying a pulling force to the wire at the exit side of the die. The wire is contracted and squeezed in the die cavity and gradually becomes thinner, and its speed increases near the exit of the die hole. Since the volume of the wire is constant, the decrease in cross section makes it stretched. In the center, there is a hole of a certain shape, such as round, square, octagonal or other special shapes. When the metal is pulled through the die hole, the size becomes smaller and even the shape changes.
Product Description
stranding wire solid stranding dies
Bunching stranding wire solid stranding dies
| Product Name | Multi-Wire Diamond Dies; PCD Wire Drawing Dies; PCD Drawing Dies; Diamond Drawing Dies |
| Hole Sizes | 0.100-16.000(mm); 0.0039-0.6260(inch) |
| Diamond Range | Compax,Sumidia,De Beers. |
| Advantages | Made of high quality mold core,it has the advantages of uniform texture,strong wear resistance,high finish,high precision and long service life,The surface finish and accuracy of wire rod can be ensured during long-time wire drawing. |
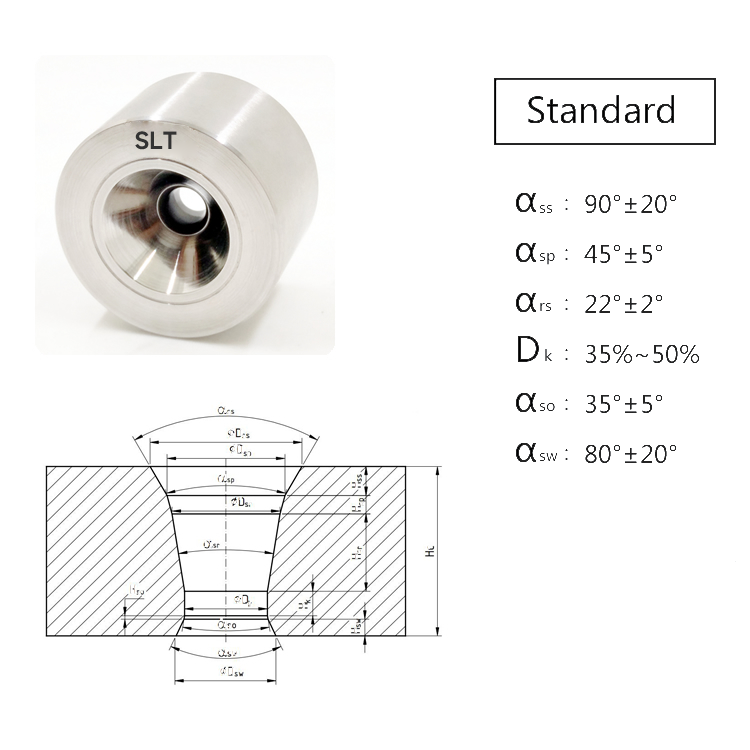
| α(ss)Entrance | The inlet area is polished so that the drawing fluid can circulate smoothly |
| α(sp)Approach | The lubrication area is finely polished, so that the wire can be easily excessive |
| α(rs)Reduction | The working area can reduce the drawing force, and the change-point contact is face-to-face angle drawing, which reduces friction and die wear. The deformed structure is more reasonable and stable. The upper line can be drawn smoothly when the incoming line becomes thicker or thinner. |
| d(k)Bearing | The fixed warp area can ensure the precise diameter, smoothness and out-of-roundness of the wire for a long time. |
| α(so)Back Relief | The safety angle can ensure that the wire is drawn without scratches, and the life expectancy tends to be longer. |
| α(sw)Exit | The deepening of the outlet can greatly support the tensile stress of the outlet. |
Wire drawing is done by passing the metal wire through the hole of the Wire Drawing Die, and applying a pulling force to the wire at the exit side of the die. The wire is contracted and squeezed in the die cavity and gradually becomes thinner, and its speed increases near the exit of the die hole. Since the volume of the wire is constant, the decrease in cross section makes it stretched. In the center, there is a hole of a certain shape, such as round, square, octagonal or other special shapes. When the metal is pulled through the die hole, the size becomes smaller and even the shape changes.
The best material depends on the wire you draw and the quantity you draw. Contact us to help you choose the most economical solution and reduce the total cost of ownership of your drawing dies.
Tolerance
|
Diameter(inch)
|
Diameter(mm)
|
Tolerance(mm)
|
Roundness(mm)
|
|
≤0.00157
|
≤0.040
|
0.0003
|
0.0002
|
|
0.00158-0.00393
|
0.041-0.099
|
0.0005
|
0.0003
|
|
0.00394-0.01968
|
0.100-0.499
|
0.001
|
0.0005
|
|
0.01969-0.03936
|
0.500-0.999
|
0.0015
|
0.0008
|
|
0.03937-0.05905
|
1.000-1.499
|
0.002
|
0.001
|
|
0.05906-0.08661
|
1.500-2.199
|
0.003
|
0.0015
|
|
0.08662-0.12992
|
2.200-3.299
|
0.004
|
0.002
|
|
0.12993-0.18110
|
3.300-4.599
|
0.005
|
0.0025
|
|
0.18111-0.22834
|
4.600-5.799
|
0.006
|
0.003
|
|
0.22835-0.29921
|
5.800-7.599
|
0.007
|
0.0035
|
|
0.18111-0.41338
|
4.600-10.499
|
0.008
|
0.004
|
PCD Dies with Sumidia PCD Blanks
|
inches
|
mm
|
ADDMA
|
Maximum Diameter
|
|
0.0039-0.0157
|
0.100-0.400
|
D6
|
0.5
|
|
0.0079-0.0315
|
0.200-0.800
|
D12
|
1.0
|
|
0.0079-0.0315
|
0.200-0.800
|
D12
|
0.8
|
|
0.0197-0.0591
|
0.500-1.500
|
D15
|
1.5
|
|
0.0197-0.0709
|
0.500-1.800
|
D15
|
1.8
|
|
0.0315-0.0787
|
0.800-2.000
|
D18
|
2.0
|
|
0.0315-0.0906
|
0.800-2.300
|
D18
|
2.3
|
|
0.0472-0.1378
|
1.200-3.500
|
D21
|
3.5
|
|
0.0591-0.1811
|
1.500-4.600
|
D24
|
4.6
|
|
0.1299-0.2126
|
3.300-5.400
|
D27
|
5.4
|
|
0.1299-0.2283
|
3.300-5.800
|
D27
|
5.8
|
|
0.2008-0.2992
|
5.100-7.600
|
D30
|
7.6
|
|
0.3150-0.4134
|
8.000-10.500
|
D33
|
10.5
|
|
0.3150-0.5000
|
8.000-12.700
|
D36
|
12.7
|
The grain sizes F S M C E are available.
Products Range
|
mm
|
inches
|
ND
|
SSCD
|
PCD
|
TC
|
|
0.012-0.049
|
0.0005-0.0019
|
●
|
●
|
|
|
|
0.050-0.099
|
0.0019-0.0039
|
●
|
●
|
|
|
|
0.100-0.599
|
0.0039-0.0236
|
●
|
●
|
●
|
●
|
|
0.600-2.099
|
0.0236-0.0826
|
●
|
|
●
|
●
|
|
2.1-15.9
|
0.0827-0.6260
|
|
|
●
|
●
|
|
16.0-35.0
|
0.6260-1.3780
|
|
|
|
●
|
Multi-Wire Diamond Drawing Dies
Factory Price Diamond Wire Drawing Dies;Multi-Wire PCD Wire Drawing Dies With Long Drawing Life
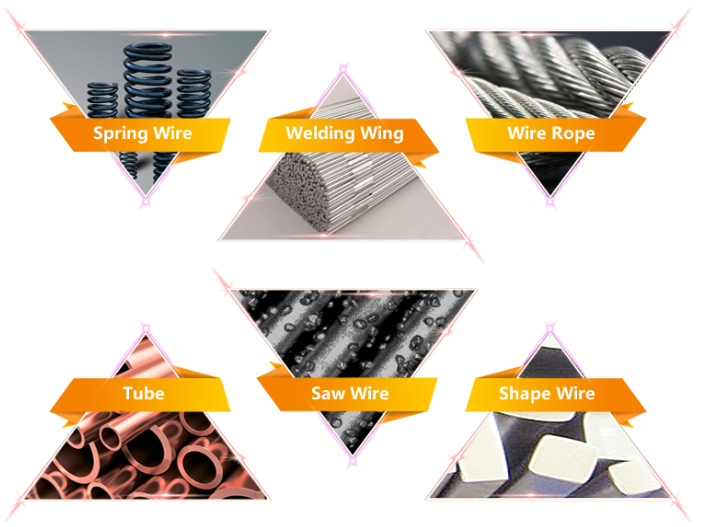
The wire drawing die is a very important and consumable product used by various metal wire manufacturers to draw wires. The application range of wire drawing dies is very wide, mainly used for drawing straight and difficult-to-machine objects such as bars, wires, wires, pipes, etc., and generally suitable for drawing processing operations of metal and alloy materials such as steel, copper, tungsten, molybdenum, etc. . Since the cost of the wire drawing die can reach more than half of the wire drawing cost, how to reduce the consumption cost of the wire drawing die and increase its service life is the primary problem that metal wire production units urgently need to solve.
Wire Drawing Dies have a wide range of uses, such as: high-precision wires used in electronic devices, radars, televisions, instruments and aerospace, as well as commonly used tungsten wires, molybdenum wires, stainless steel wires, wire and cable wires and various alloy wires, all of which are made of diamond It is drawn by a wire drawing die. Due to the use of natural diamond as the raw material, the diamond wire drawing die has strong wear resistance and extremely long service life.

